
压力机在冲压自动化生产工艺中的应用
冲压自动化生产工艺
在传统的冲压生产线中,前后设备间板料的搬运靠人工手动取放。随着生产节拍的不断提升,手工取放料不但无法满足高节拍的需求,还带来了安全隐患。由于人员专注于取放料速度的提升,忽视了设备运动的危害,经常出现设备压到人手致伤致残的事故。因此,代替人工操作的机械手自动化生产线应运而生。
自动化生产,即采用设备代替人工实现前后压力机间的板材运送。不但避免了人员受伤的风险,还提升了35%左右的生产效率。2005年之后,国内汽车生产企业冲压零件的自动化生产技术,如雨后春笋般涌现,开启了冲压自动化生产的大幕。图1所示为冲压自动化生产线示意图。
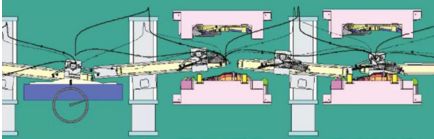
图1 冲压自动化生产线示意图
压力机主要生产工艺参数介绍
目前主流压力机均为机械式封闭压力机,可适用于薄板零件的冲裁、成形、弯曲、校正、浅拉伸等各种冷冲压工艺。压力机的工艺参数至关重要,不仅影响产品的成形质量,还对效率、成本甚至安全有很大影响。下面将就部分压力机重要参数及精度进行简单阐述:
压力机基础
压力机的基础要承受压力机的重量和抵抗开动压力机时的振动力,并将其传至基础下的地基上。地基要以能够可靠承受0.15MPa为前提。地基的强度由土建部门根据当地的土质进行设计施工。
混凝土基础必须一次浇灌完成,中间不得间断。基础混凝土填实完毕后应立即将表面一次抹平,以后只准铲平或磨平。考虑到防油的需要,基础底部上平面应涂防酸水泥等作特殊防护。
基础图所提供的是基础内部尺寸,为安装压力机所需的最小空间尺寸。其所用水泥标号、钢筋的布置,基础承载面积大小和基础壁厚等与强度有关的指标,不能降低。要求基础承压能力大于1.95MPa。
导柱同步度
导柱:用于连接横梁齿轮箱和滑块,将齿轮箱减速后的运动传递给滑块,进而实现滑块的上下运动。一般有单点、双点及四点式,即一个导柱、两个导柱或4个导柱。
导柱同步度:是指双点或四点式压力机导柱在上下运动中的同步精度。此参数一般在压力机制造厂内出厂前进行验收。导柱同步度精度需控制在0.5mm之内,过大的不同步将会对滑块受力产生严重的拉伸影响,进而影响滑块在下死点对产品成形时的产品质量。
装模高度
装模高度是指滑块下表面与工作台上表面之间的距离,有最大和最小装模高度。设计冲模时,考虑到压力机上安装模具的可能性和模具刃磨后继续使用,模具的闭合高度不允许采用压力机装模高度最大和最小两个极限值。图2所示为压力机装模高度示意图。
压力机公称力
公称力是压力机在结构上能够安全地承受的最大允许冲压能力。实际工作时应充分考虑材料板厚以及材料强度的偏差、模具的润滑状态和磨损变化等条件,使冲压能力保有一定的宽裕度。
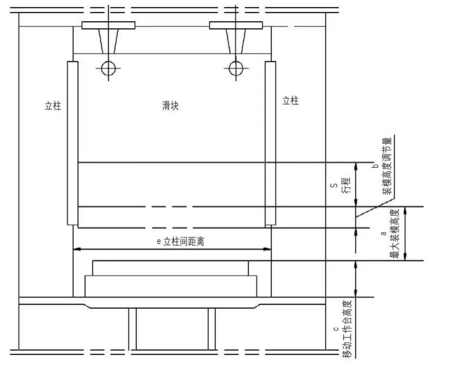
图2 压力机装模高度示意图
特别是进行落料冲裁加工等产生冲击负荷的作业时,其工作压力最好限制在公称力的80%以下。倘若超出上述限值,滑块与传动连接部位可能产生剧烈振动并受损,影响压力机的正常使用寿命。图3所示为公称力允许负荷曲线。
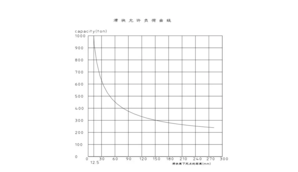
图3 公称力允许负荷曲线
压缩空气压力
压缩空气是保证压力机顺利运转的主要动力源,也是压力机部位动力源的控制回路源。每个部位对压缩空气压力的需求值不同,工厂配送的压缩空气压力值以压力机的最大需求值为准,其余需求值较低的部位配备减压阀进行压力调节。
压缩空气在冲压自动化生产工艺中的功能可分为两类:产品质量类和动作功能类。产品质量类即用于产品质量成形,比如气垫压力;动作功能类即参与压力机的动作控制,如离合器压力等。以笔者所在企业的压力机为例,压力机各功能模块所需压缩空气压力值如表1所示。
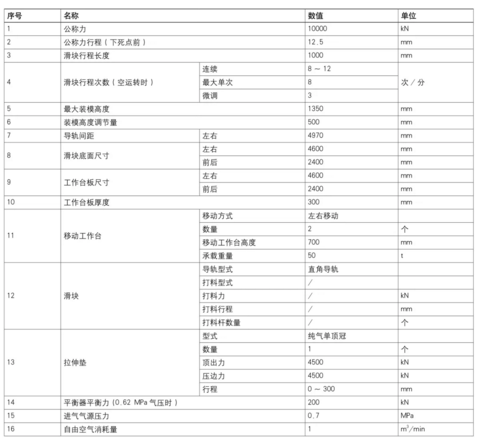
压力机参数远不止上述的5个,下面就笔者所在企业的压力机参数进行简单汇总并展示(表2),供大家参考。
表1 各功能模块所需压缩空气压力值
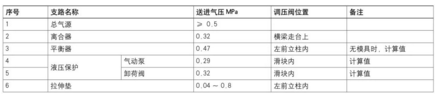
表2 压力机参数汇总
结论
压力机是冲压生产工艺中的主要设备,随着汽车产业的飞速发展,汽车行业对各种高精设备的需求也不断提升。冲压工艺发展的过程中,先后经历了人工手动线生产、自动化断续生产及自动化高速连续生产三个过程。每次模式的更新迭代中,生产设备都在其中起到了重要的作用。