叶片加工工艺解决方案
文章来源:AI《汽车制造业》
发布时间:2019-06-10
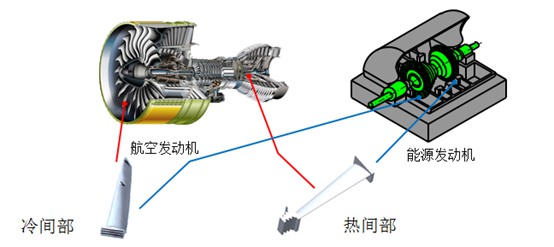
随着低耗油率的高涵道比涡轮风扇发动机的产生,飞机成了国民经济和人民生活不可缺少的交通工具。现如今国内经济水平大幅提高,民航数量不断增加,航空发动机的生产厂家日益增多,叶片的生产量逐渐加大。对于生产成本及产品质量要求更加严格。

一、汽轮机叶片
航空航天工业是典型的知识和技术密集型的工业。其发达程度已经成为衡量一个国家科学技术、国防建设和国民经济现代化水平的重要标志之一。
随着低耗油率的高涵道比涡轮风扇发动机的产生,飞机成了国民经济和人民生活不可缺少的交通工具。现如今国内经济水平大幅提高,民航数量不断增加,航空发动机的生产厂家日益增多,叶片的生产量逐渐加大。对于生产成本及产品质量要求更加严格。
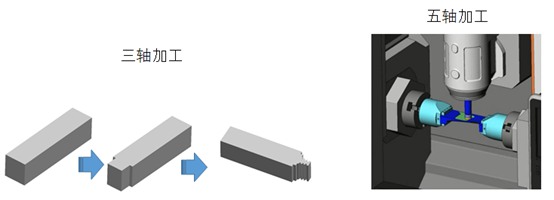
二、生产线
加工设备一般采用三轴和五轴联动加工中心进行加工,三轴机床主要是进行大余量的去除及半精加工。
五轴加工主要进行叶片身部、根部的回转半精加工和精加工。采用专用夹具夹持确保精度。
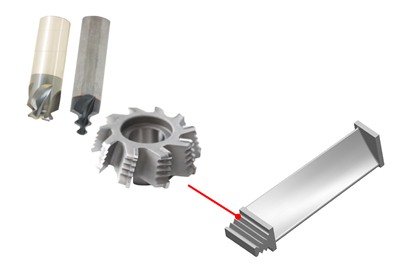
三、加工工具
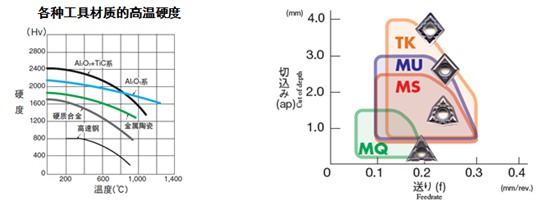
叶片常用的材料通常为不锈钢和耐热合金,因其材料导热性低、在切削时与刀具的亲和性高等。因此加工中往往容易发生硬化产生毛刺,抑制加工 产生的毛刺和提高工具寿命是所要考虑的问题。普通硬质合金材质硬度大约在HV1300~1500左右,PR13系列母材硬度在HV1700~1800左右,是所有涂层硬质合金硬度最高级别的,因此该材质具有优越的的耐热冲击性和耐氧化性。
此外还专门针对加工不锈钢及耐热合金研发了从粗加工到精加工MQ/MS/MU/TK槽型,能有效的抑制毛刺和硬化点的产生。
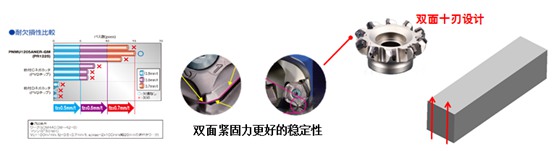
端部粗加工
由于是粗加工部位,要求刀具抗崩损性能强,效率高、性能稳定。另外刀片经济性也是考量的重要一方面。
MFPN型铣刀为45度设计,双刀刃构造,拥有10个切削刃,刀片通过双双面拘束固定在刀盘上,增加了安装的稳定性,通过这种设计,可进行大切深与大进给加工,相对以往的45度刀盘,加工效率大幅度提高。
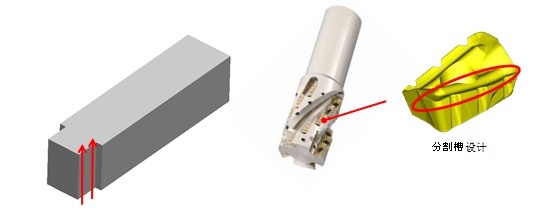
叶根粗加工
叶根部位粗加工余量多,材料韧性较大,同时在加工中容易产生高温,为了保证加工效率,使用合适的刀具非常关键。
MECH型玉米铣刀采用独特的分割槽设计,在实际的切削过程中有效降低切削阻力,惊人的切屑去除能力将加工产生的热量更好的排出,最大限度的减小加工负荷,从而提升加工效率。
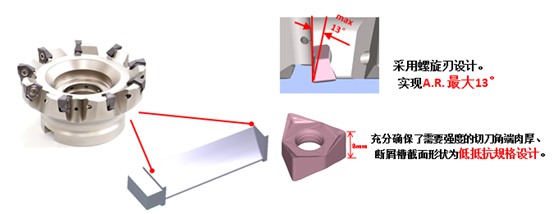
叶身中粗加工
耐热合金通常用是用在800~1500 ℃的环境中,加工容易产生硬化,热传导效率低等特点,因此对加工的刀具特性是必须要把握的。
MRX型铣刀采用大螺旋切刃设计,拥有较低的切削阻力。配合专门对应的铣削材质--CA6535/PR1535,拥有卓越的抗崩损性能、可实现高效率加工。

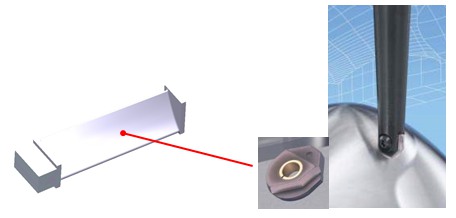
叶面精加工
叶面是整个叶片当中精度最高的一部份,使用整体硬质合金成形刀具成本较高,即使再研磨也因寿命降低而造成频繁换刀,因此选用分体式刀具更能有效降低刀具成本。
MRF型圆弧半径R精度±0.01mm以下,刀片安装精度高等特点。此外还配备了硬质合金刀柄,即使在伸出量大时也有良好的抗振性能和稳定性。
叶根、叶冠 平面精加工
叶片根部及叶冠部位的平面铣削加工要求刀具耐磨损性和良好的面粗糙度。
MFWN刀具刀片采用正逆角设计具有优越的抗振性能(低阻力)和良好的耐崩损性。
叶根形面精加工
根据不同的产品型号,我们可以对应焊接式的和整体式硬质合金成形铣刀。刀具无需预调,优化了刃形确保寿命,同时形状符合高精度要求。