万向节生产解决方案
文章来源:AI《汽车制造业》
发布时间:2019-06-10
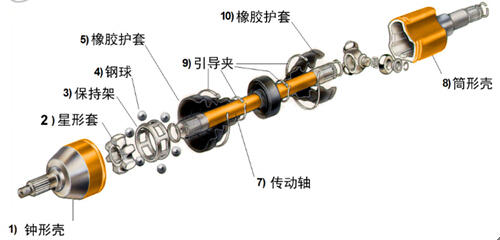
随着汽车市场的蓬勃发展,汽车销量逐年上升,其零部件的需求量也不断提高,尤其是万向节的需求更是有很大提高,万向节是利用球型连接实现不同轴的动力传送的机械结构,包括前车轮从差速器出来的半轴连接万向节4个(俗称球笼)和方向盘连接转向机构的一个(两者的结构有很大不同)。

日本京瓷(KYOCERA)以精密陶瓷技术为核心,在车削、铣削及加工中心应用中都有突出表现,是非常优秀的的专业刀具生产商。京瓷公司开发的陶瓷、金属陶瓷、硬质合金及硬质合金涂层、金刚石及立方氮化硼等各种类型的刀具,在汽车行业、船舶制造、工程机械及航空航天行业有非常广泛的应用。下面详细介绍京瓷刀具在汽车万向节生产中的解决方案。
万向节简介
随着汽车市场的蓬勃发展,汽车销量逐年上升,其零部件的需求量也不断提高,尤其是万向节的需求更是有很大提高,万向节是利用球型连接实现不同轴的动力传送的机械结构,包括前车轮从差速器出来的半轴连接万向节4个(俗称球笼)和方向盘连接转向机构的一个(两者的结构有很大不同)。
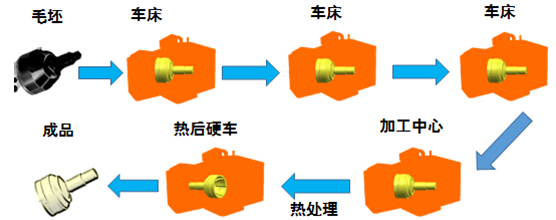
生产线
球笼加工一般由专机粗铣端面,普通NC车床热处理前及热处理后粗精车外径、内孔。
工艺和工具
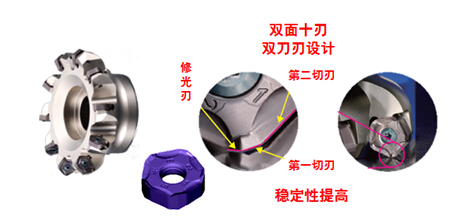
1.端部粗加工
问题:由于是粗加工部位,端面黑皮凹凸不平,更由于是在加工中心上批量加工,属于强断续,这时候刀具抗崩严重,效率低、性能不稳定。
对策:京瓷最新的MFPN型铣刀为45°设计,双面十刃角,45°切入角使得铁屑更薄,切削更稳定,其双刀刃设计,增加了刀尖强度,稳定性得到了保证,优秀的双面十刃设计充分迎合了客户追求成本最低化的要求。
2.外径及端面粗加工
问题:由于客户为了降低成本,采用了锻造成型,为此切削加工中的加工余量不固定;由于余量不相同,不能分断铁屑,造成工件有划伤;由于黑皮造成对刀刃冲击,容易造成刀刃崩损。
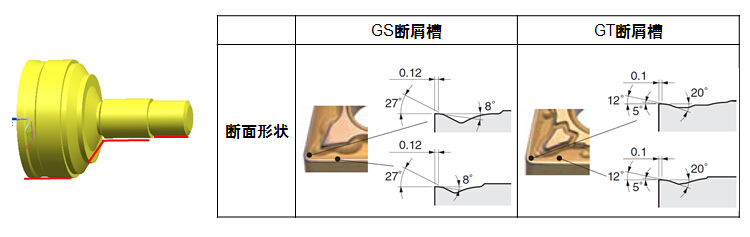
对策:京瓷针对这种工况推出了GT GS槽型。选择适合的刀尖形状,可以弥补材质、镀膜的不足;选择适合的断屑槽可以降低毛刺的发生。而GT GS槽型刃带部较小,从而切削时的抵抗力较低。比较适合外硬内软的中国工件材质。镀膜层相对难以脱落。
3.半精车各外径尺寸
问题:相比上一步粗加工工序,此半精加工工序出现了变化,切深量很少,而且余量一致,切深不会产生变化,所以就要使用高进给加工,提高进给相对于上工序的槽型就无法对应。
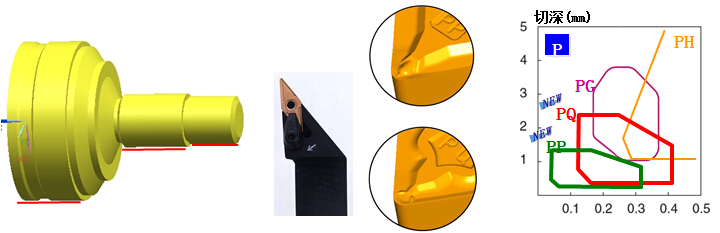
对策:京瓷为应对以上情况,推出了PP、PQ断屑槽,正好解决了这个问题。宽广的切屑处理领域,抑制了高进给时的阻塞与抵抗的增大,实现宽广范围的零件切屑处理。2段立起的浅底角,抑制了宽广领域上的切屑处理与高进给时的突点损伤。实现了更好的切屑处理能力,不仅大大提升了工件表面光洁度,而且大大提升了刀片的使用寿命。
4.热后外径精车
问题:热处理后,由于硬度达到HRC50-60,而原先的工艺是车削到磨削的顺序,且无法交换,而现在随着硬车已经普及,客户为了降低成本只有两种方案:一是使用便宜的材质,二是使用CBN和陶瓷进行高速车削。
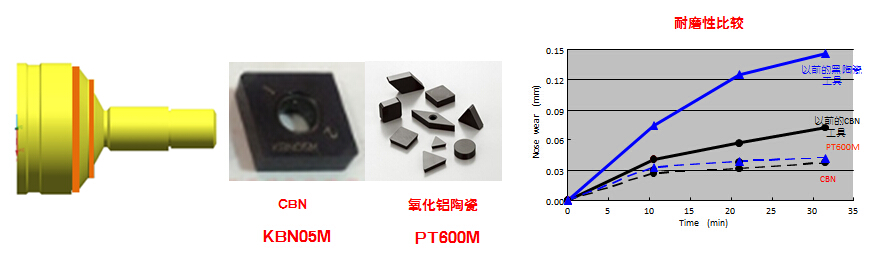
对策:京瓷新推出CBN系列和氧化铝陶瓷系列,氧化铝陶瓷系列采用MEGA涂层、具有微细的内部组织结构,高硬度、高强度,实现了接近CBN的使用寿命,对于高硬材的加工具有优异的经济性。CBN系列采用了MEGA涂层,并且具备了多种材质和槽型来对应各种复杂的工况。
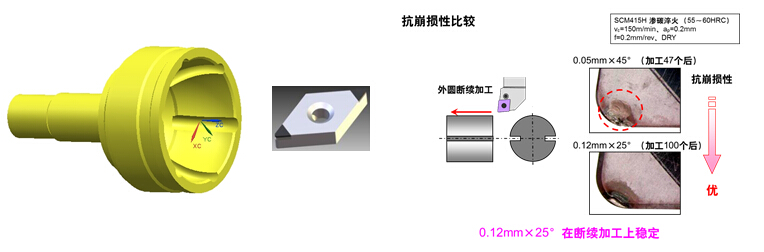
5.热后内孔强断续精车
问题:由于内孔强断续加工,再研磨的余量也没有了,表面硬度非常高,硬度在HRC50左右,这时普通CBN刀具耐磨损性能差,崩损严重,寿命低,已经无法胜任此加工。
对策:京瓷新推出CBN系列,它搭配不同的槽型以对应不同的工况,而对于这类的工件,京瓷推出高耐磨性的KBN05M材质搭配不同槽型,并且使用了最新的MEGACOAT涂层,有效的降低崩损,提高寿命,保证尺寸精度。