H-CARB高效率立铣刀,充分发挥主轴价值
文章来源:AI《汽车制造业》
发布时间:2020-06-12
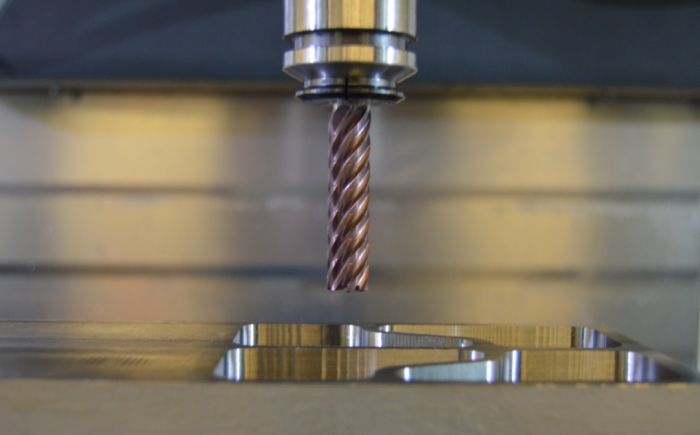
H-CARB 7刃高效率立铣刀专用于轴向大切深摆线铣削及高速加工,提供了多种切削长度。

H-CARB 7刃高效率立铣刀专用于轴向大切深摆线铣削及高速加工,提供了多种切削长度。
特殊的中心及螺旋槽设计,提升刚性及排屑性能,同时减少在加工中产生的让刀。在高于5、6刃刀具的进给条件下,7刃设计可以实现出色的精加工表面质量。
该系列提供了多种切削长度和刀尖形状,具有2种类型的切削刃。
钛合金
高温合金
不锈钢
碳钢及合金钢
铸铁
淬火钢
产品组合中有500多种选择
提供3种切削长度
各种圆角半径可供选择
可根据客户要求定制非标及改良
针对干式加工铁基材料,如铸铁及各种碳钢,可提供合适的涂层
标准品阵容包含断屑槽系列

Ti-NAMITE-M
Ti-NAMITE-M的特点包括高耐磨性、摩擦减小、出色防止刃口产生积屑瘤。
在对铸铁、钢及难加工材料(如钛)进行高性能加工时,该涂层可实现优异的材料去除率及刀具寿命。
硬度(HV):3600
氧化温度:1150℃/2100℉
摩擦系数:0.45
厚度:1-4μm(基于刀径)
Ti-NAMITE-A
H-CARB具有耐磨及硬质涂层。
该涂层具有高硬度、出色的耐磨损性及耐腐蚀性。适合高温合金及不锈钢的加工。
硬度(HV):3700
氧化温度:1100℃/2010℉
摩擦系数:0.30
厚度:1-4μm(基于刀径)

▷ 1 ~ 2度螺旋下刀
▷ 1 ~ 2度螺旋下刀
▷ 1度螺旋下刀
当使用最大刃长(特别是3 & 4xD 刀具),选择断屑槽规格可以更好地控制切屑及促进排屑。
精加工
不同切削长度实现出色的精加工面
在高于5、6刃刀具的进给条件下,7刃设计可提供出色的精加工表面质量,实现更短加工周期
高速加工
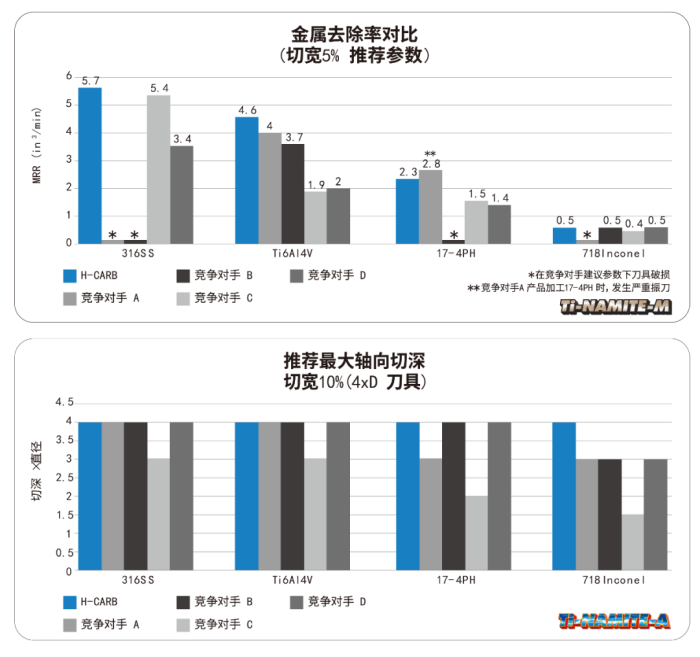
在高转速和高进给条件下,长螺旋槽可对应大切深加工,在加工广泛的难加工材料时,提高金属去除率
独特的Ti-NAMITE-M涂层,具有高耐热性,在切削难加工材料,如钛时,提高刀具寿命
在切削难加工材料,如不锈钢时,可提供Ti-NAMITE-A涂层,实现出色耐磨性,抑制刃口切屑瘤,延长刀具寿命
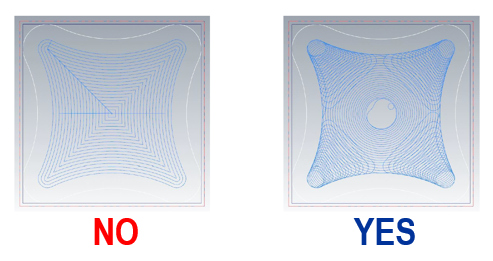
推荐连续加工(HEM)走刀路径,如动态铣削, 螺旋进给, 摆线加工等