
【解决方案】应对小零件铝合金加工难题
文章来源:AI《汽车制造业》
发布时间:2020-07-03
为了进一步提高生产效率,针对铝合金加工中的难题,京瓷提出了解决方案。

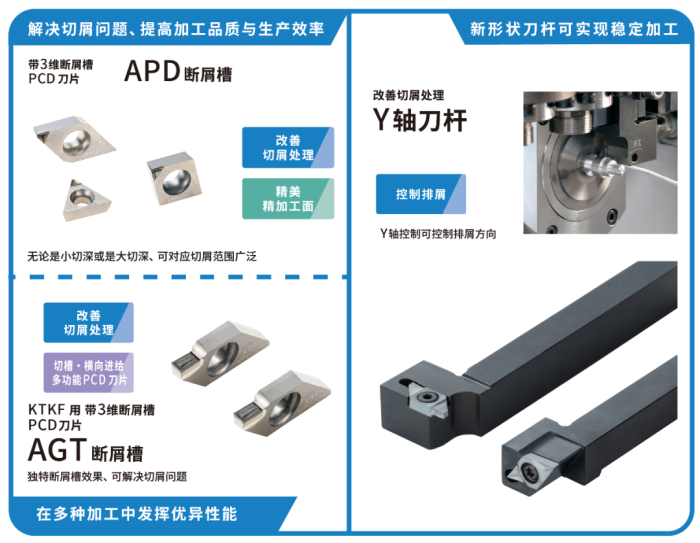
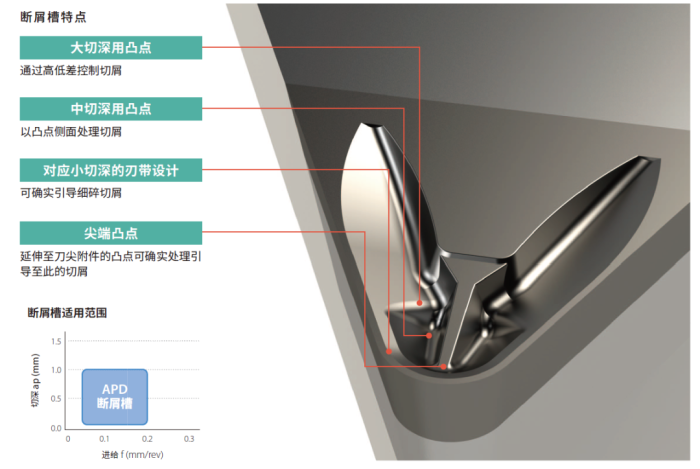
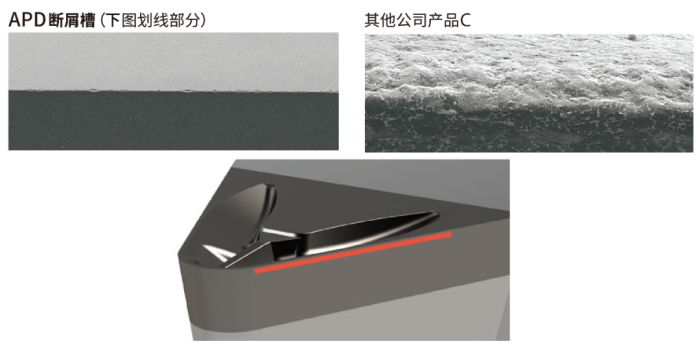
APD断屑槽
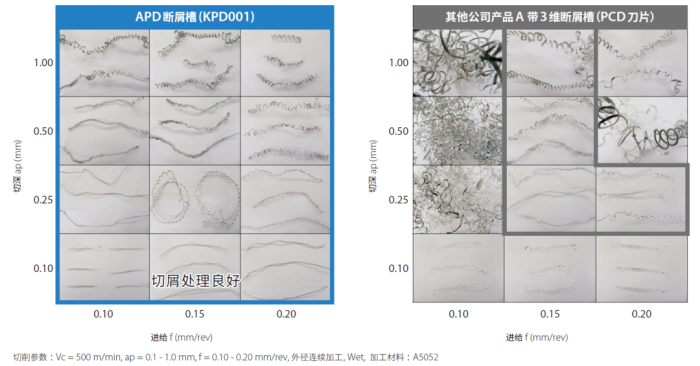
3维APD断屑槽具有优异的切屑处理性能。
-
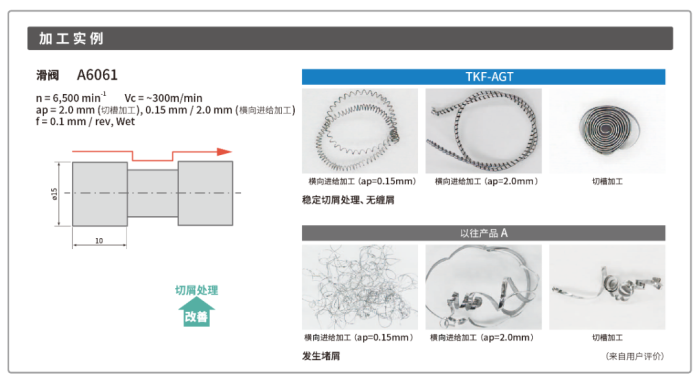
切屑控制问题改善,提高生产效率
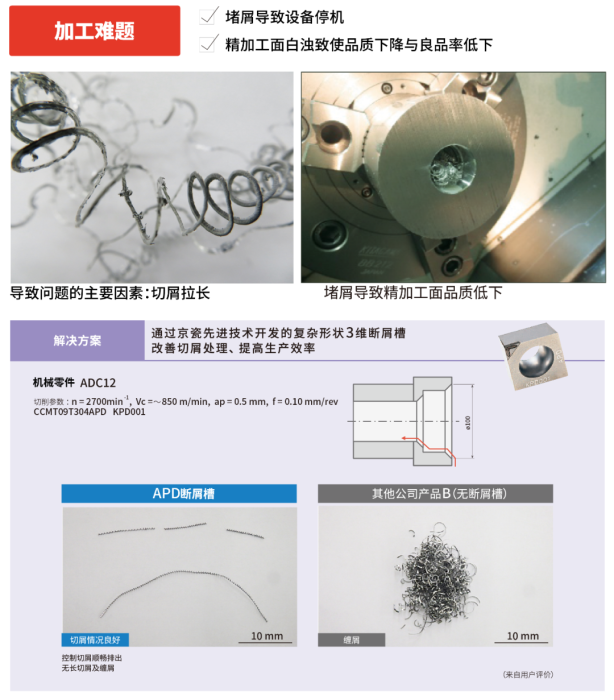
独特设计的3维断屑槽可控制切屑
切屑处理对比(本公司对比)
-
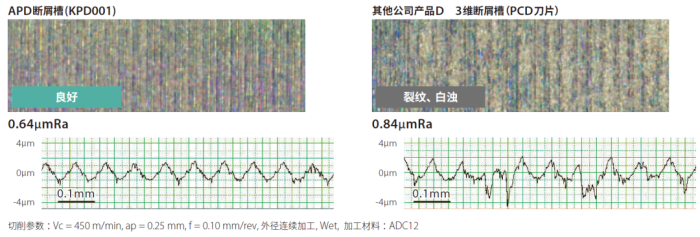
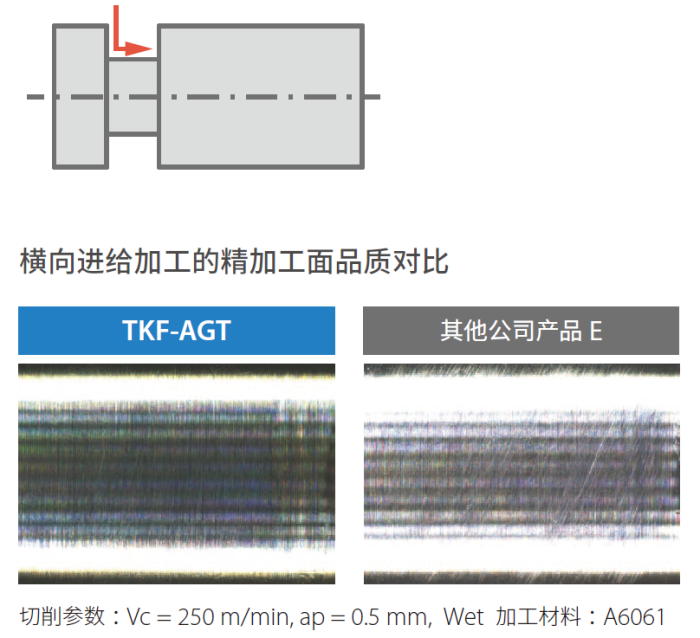
实现精美的精加工面
采用锋利刃,相比其他公司产品,加工面品质良好。
精加工面品质对比(本公司对比)
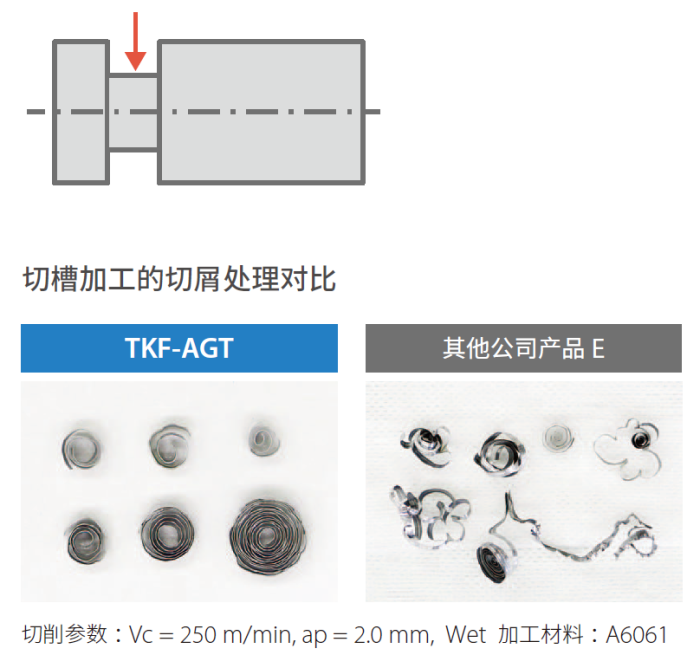
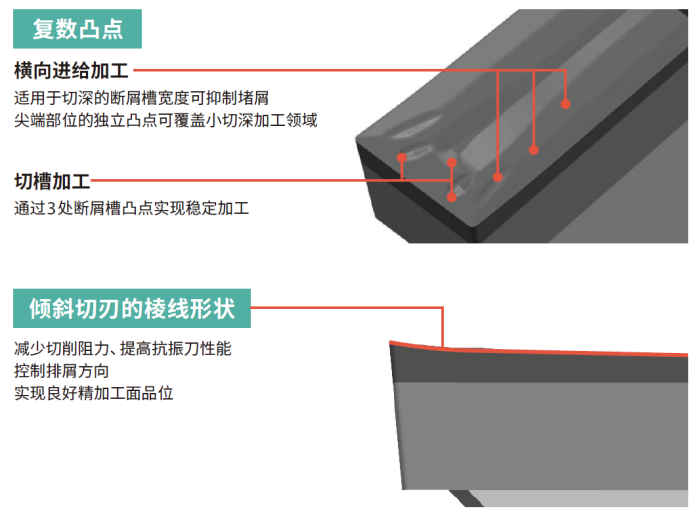
AGT断屑槽
3维AGT断屑槽可改善多种铝合金加工中的切屑处理难题。
可在多种加工中发挥优异性能
-
通过断屑槽来解决切屑问题

Y轴刀杆

控制排屑方向,实现稳定加工
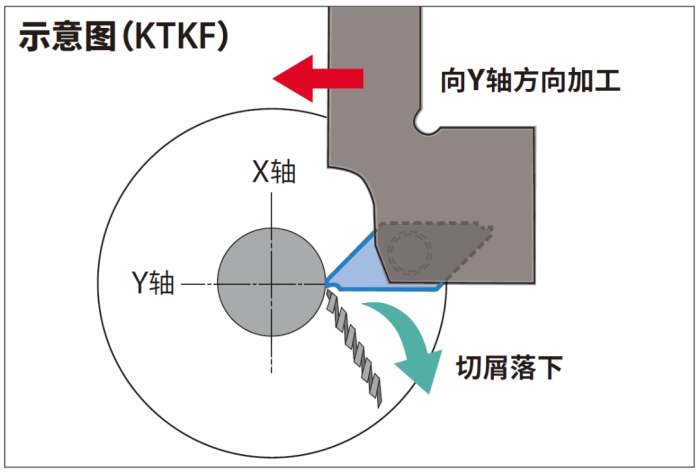
通过Y轴控制,让切屑向有空间的方向掉落,提高排屑性能。
-
产品包括KTKF、外径加工用刀杆
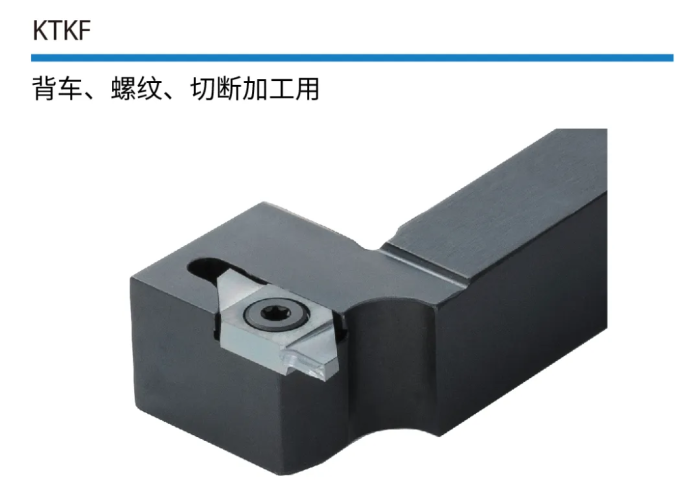
KTKFR1616JX-12-Y:刀方1616型
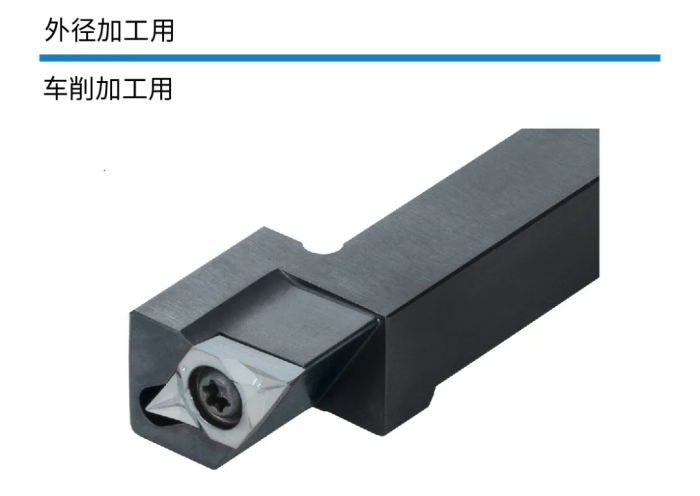
SDJCR1616JX-11FF-Y:刀方1616型