

GCX Linear 迎接滚插刀市场的挑战
发布时间:2021-04-17
为满足市场需求ANCA推出了齿轮刀具的软件包,其中包含制造和修磨滚插刀的完整解决方案.GCX Linear将成为滚插刀磨削的全新标准。GCX Linear专为滚插刀和插齿刀量身定制,可在一次设置中完成全部操作。
LinX直线电机驱动
LinX直线电机技术用于轴运动 X,Y和Z轴
在线修整轮
带有音频监控系统(AEMS)和受监督的机器学习算法
电机恒温控制
最小化磨床预热时间,在磨削过程中提供最佳的热稳定性
GCX Linear: 迎接滚插刀市场的挑战
齿轮滚插工艺正在彻底改变齿轮制造生产过程。它比插齿效率高5到10倍,比拉削更灵活,既能生产内齿轮又能生产外齿轮。2019年,有意投资新滚插设备的公司数量是2018年的两倍。滚插技术日益流行带来相应的滚插刀需求量激增。为满足市场需求ANCA推出了齿轮刀具的软件包,其中包含制造和修磨滚插刀的完整解决方案.
GCX Linear将成为滚插刀磨削的全新标准。GCX Linear专为滚插刀和插齿刀量身定制,可在一次设置中完成全部操作。
GCX Linear将成为滚插刀磨削的全新标准。GCX Linear专为滚插刀和插齿刀量身定制,可在一次设置中完成全部操作。

电机恒定温度控制(MTC)
MTC是一项正在申请专利的创新,内置于电机主轴驱动器固件。智能控制算法可主动管理和维护GCX Linear中主轴的温度。此功能的好处包括:
- 大大减少了磨床的预热时间,这意味着确保磨床尽快达到热稳定性,从而更快地开始磨削刀具。提高了生产率和磨床利用率。
无论主轴负载或速度的变化或者主轴冷却液温度如何变化,主轴始终保持稳定的热稳定性。这大大提高了磨削尺寸稳定性。

加工范围大
最大加工直径可达260毫米(10.2寸),GCX Linear可以灵活地处理任何磨削任务。
砂轮组交换器
GCX Linear具有双轮组更换器,可在一次设置中涵盖所有磨削操作。升级到带有9个标准砂轮组的GCXcell,最多可选配24个砂轮组。冷却液歧管也随轮组而变化。
专用软件
GCX Linear软件包有多个用于制造和修磨齿轮刀具的软件组件,包括设计、模拟、磨削编程、砂轮编辑和砂轮修整等,支持全制造过程的模拟。
齿轮刀具,尤其式滚插刀和插齿刀,有复杂的几何形状。设计过程依靠迭代优化。使用设计工作站,可以从基本齿轮工件数据或滚插刀的横截面曲线来设计刀具。还可以对滚插运动进行仿真模拟,验证刀具设计和修正潜在的碰撞。制造全过程的模拟减少了设置时间和报废,从而简化了制造过程。软件模块包括:
齿轮刀具,尤其式滚插刀和插齿刀,有复杂的几何形状。设计过程依靠迭代优化。使用设计工作站,可以从基本齿轮工件数据或滚插刀的横截面曲线来设计刀具。还可以对滚插运动进行仿真模拟,验证刀具设计和修正潜在的碰撞。制造全过程的模拟减少了设置时间和报废,从而简化了制造过程。软件模块包括:
- 砂轮导入向导- 导入专家,简化用户创建砂轮组和设置磨削点的过程。
- iGrind软件–提供专用的展成式侧刀面磨削工序,支持阶梯形和圆锥形前刀面,以及开槽,圆柱磨削,阶梯几何编辑操作等。
- CIMulator3D - 模拟磨削过程,分析磨削参数。
- 砂轮修整软件 -支持标准和成形的修整器,可视化修整过程,能标识出超过1µm的误差。
- 文件管理–将保存的刀具文件在磨床上直接打开或上传到刀具库。
机器规格
| 机器结构 | 双对称龙门架 |
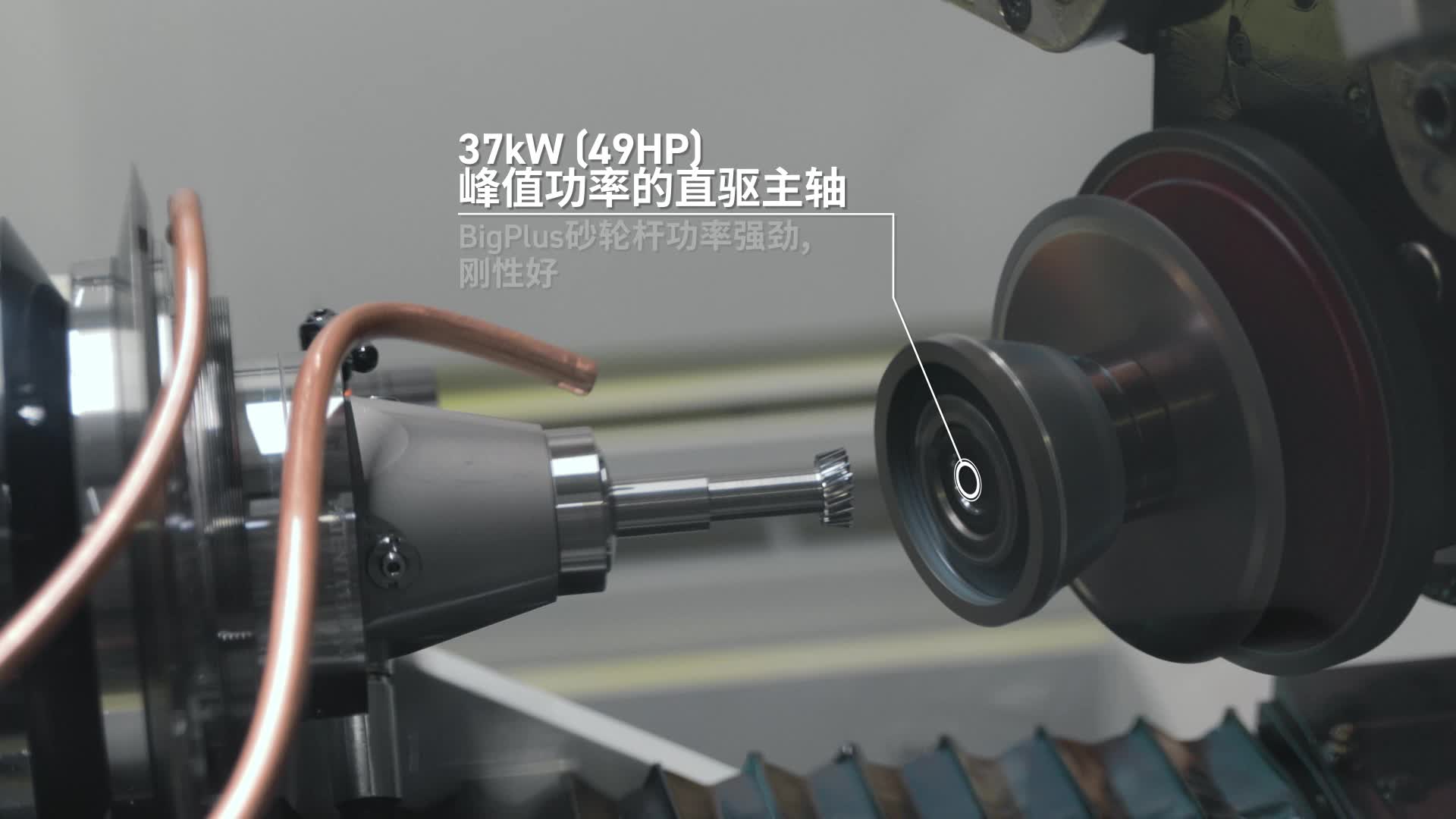
| 主轴功率 | 配备BigPlus砂轮杆 37kW(49HP)峰值功率的直驱主轴 |
| 砂轮组 | 2 x Ø 203 mm (8”) max |
| 工具(柄)直径 | 260毫米(10.2英寸) |
| 装载机类型 | RoboMate (option) |
| 最大刀具容量 (使用上料机) | Shank Diam 2 Pallet 4 Pallet 12mm 120 360 20mm 40 120 *Depends on the head size, the capacity will vary |
| 驱动系统 | X, Y and Z axis – LinX linear motor, A & C axis – direct drive motor |
| 外形尺寸 | 2561 mm (100.8”) W 1500 mm (59”) D 2272 mm (89.4”) H *with RoboMate 2260 mm (89”) D* |
| 数控信息 | ANCA AMC5, EtherCAT, 高性能 CNC, 8GB RAM, H/D 64GB SSD, Processor i7, Windows 8 |
| 磨床颜色 | RAL 7035 / RAL 5008 |